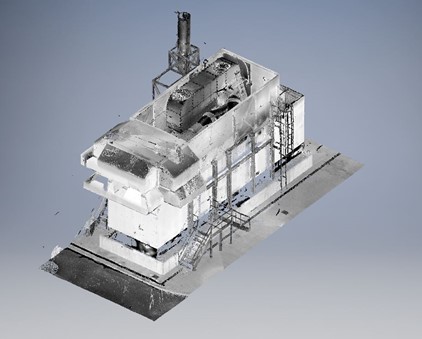
The Taunton Municipal Light Plant in Taunton, Massachusetts, installed four new 2.5 megawatt generators that would allow the facility to move to standby power during peak consumption times, reduce energy usage and associated costs, and lower its carbon footprint. Soon after, however, the new generator units were found to exceed state noise emission regulations, creating an unexpected liability for the plant’s managers.